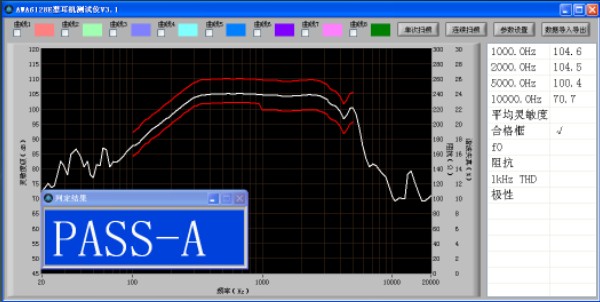
四川省泸州市某科技企业针对工业检测领域需求,自主研发的实时信号分析设备,采用模块化架构设计,实现了进口同类产品的技术替代。该设备基于多核并行处理技术,内置自主开发的高精度算法,可对复杂工况下的声学信号与机械振动信号进行实时采集与分析,采样频率最高支持200kHz,动态范围达到120dB,满足工业现场高精度检测需求。
设备搭载智能化操作界面,支持多点触控操作与数据可视化呈现,通过图形化编程功能可快速构建专业测试流程。配备多种信号调理模块,兼容IEPE、电压、电流等传感器接口,内置抗混叠滤波与信号隔离保护机制,有效保障复杂电磁环境下的测试稳定性。数据存储采用固态介质与云平台双备份方案,支持离线分析与远程协作。
该产品在机械制造、电力设备、交通运输等领域实现应用突破,特别针对旋转机械故障诊断、产品噪声溯源等场景开发了专用分析套件。通过本地化研发团队的技术支持,可根据用户需求定制检测方案,缩短设备调试周期。相比进口设备,该产品在运行维护成本方面具有明显优势,提供三年整机质保服务,有效降低用户使用成本。
企业依托泸州市装备制造产业基础,建立了完整的供应链体系,关键元器件采用国产化方案,确保产品交付周期缩短至四周内。通过持续的技术迭代,现已形成覆盖便携式、台式和在线式检测的全系列产品矩阵,为西南地区工业企业设备状态监测提供可靠解决方案。