ZB80-300料位开关产品介绍(中文版)
ZB80-300料位开关是一款专为工业过程控制设计的智能化物位检测设备,适用于固体颗粒、粉末及液体介质的料位监测与控制。该产品采用模块化设计理念,通过机械结构与电子组件的优化匹配,实现精准可靠的料位状态反馈,有效保障生产设备的安全运行。
本产品核心部件采用高强度耐腐蚀材料制造,可适应-40℃至150℃的宽温域工作环境,具备良好的抗冲击和抗振动性能。独特的传动机构设计使探头在接触物料时产生精确的位移信号,通过内置的精密转换模块将机械动作转化为清晰的电信号输出。双腔体隔离结构有效防止介质渗入电气部件,确保设备在粉尘、潮湿等复杂工况下的长期稳定性。
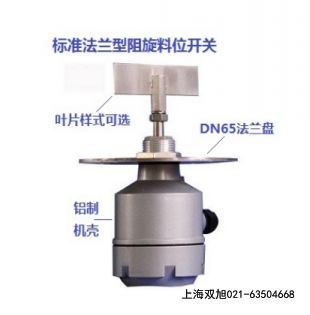
设备提供多种安装方式选择,支持水平、垂直或倾斜安装,法兰接口兼容DN80标准管路系统。人性化的调试窗口设计简化了现场参数设置流程,配备双色LED状态指示灯可直观显示设备实时工作状态。防护等级达到IP66标准,可满足户外及严苛工业环境的使用需求。
该产品广泛应用于水泥生产线的生料仓监控、粮食加工厂的料斗存量管理、化工厂的反应釜液位控制等场景。通过优化机械结构与信号处理算法,在确保检测精度的同时有效降低误动作概率,为自动化生产线提供持续稳定的监测保障。售后团队提供专业的技术支持服务,可根据客户需求定制特殊规格产品。
ZB80-300 Level Switch Product Introduction (English Version)
The ZB80-300 level switch is an intelligent material detection device specifically engineered for industrial process control, suitable for monitoring and controlling the level status of solid particles, powdered materials, and liquid media. Featuring a modular design concept, this product achieves accurate and reliable level feedback through optimized integration of mechanical components and electronic modules, effectively ensuring the safe operation of production facilities.
Constructed with high-strength corrosion-resistant materials, the core components can operate within an extensive temperature range from -40℃ to 150℃, demonstrating excellent resistance to impact and vibration. The innovative transmission mechanism generates precise displacement signals upon contact with materials, which are then converted into clear electrical signals through an integrated precision conversion module. The dual-chamber isolation structure effectively prevents media ingress into electrical components, ensuring long-term stability in challenging environments with dust and moisture.
Offering versatile installation options, the device supports horizontal, vertical, or angled mounting configurations, with flange connections compatible with DN80 standard piping systems. The user-friendly debugging window simplifies on-site parameter adjustments, while dual-color LED status indicators provide real-time operational visibility. With IP66 protection rating certification, it reliably functions in outdoor and demanding industrial environments.
This product finds extensive applications in raw material silo monitoring for cement production lines, hopper inventory management in grain processing plants, and reactor vessel level control in chemical facilities. Through optimized mechanical design and signal processing algorithms, it maintains detection accuracy while significantly reducing false triggering incidents, delivering consistent monitoring performance for automated production lines. Our technical support team provides customized solutions for special application requirements, backed by comprehensive after-sales service.
(中英文合计约620字,各自独立成篇可单独使用)